Índice
¿Qué es el granulado y reciclado de plástico?
Plastic recycling and pelletizing represents a vital pillar of the modern circular economy, serving as the transformative process that converts post-consumer and post-industrial waste plastic materials into high-quality, reusable plastic pellets ready for further manufacturing applications. By intercepting discarded plastics before they reach landfills or oceans, this compounding process effectively closes the loop on plastic life cycles, turning environmental liabilities back into valuable industrial feedstocks.
Once these waste plastics have been sorted, cleaned, and processed through a pelletizing line, the resulting recycled pellets possess the physical properties required to substitute or blend with virgin resins. Manufacturers across numerous industries rely on these recycled pellets as essential raw materials to produce a vast array of new plastic products.
In the flexible packaging sector, they are blown into heavy-duty packaging films, shrink wraps, and industrial trash liners. In infrastructure and construction, the pellets are extruded into durable plastic pipes, electrical conduits, and drainage systems that require long-term environmental resistance. For consumer goods and automotive components, they feed high-speed injection molding machinery to produce precisely engineered molded parts, electronic housings, and automotive trim. Furthermore, the logistical and agricultural industries utilize these pellets to manufacture high-strength PP woven bags and bulk shipping sacks, while the blow-molding sector transforms them into various durable containers, bottles, and household crates. Through this widespread manufacturing versatility, the pelletizing process ensures that plastic waste is successfully diverted back into productive, long-term commercial utility.
Proceso de reciclado de plásticos
- Materiales reciclados
- Preparación de la materia prima
- Tratamiento de residuos plásticos
- Producción de pellets de calidad
- Aplicaciones de fabricación de plásticos

¿Cómo funciona el proceso de peletización?
Feeding Recycled Plastic By Screw Feeder / Belt Conveyor
In the architecture of modern plastic recycling lines, the automated introduction of raw materials into the pelletizing system represents the critical first step toward achieving operational efficiency. Rather than relying on manual labor, recycled plastic materials can be automatically and continuously fed into the system using either a screw feeder or a belt conveyor, with the selection determined entirely by the physical characteristics of the material and specific production requirements.
The screw feeder serves as a specialized solution for handling challenging, low-bulk-density materials. It is uniquely suitable for lightweight, fluffy, or irregular plastic scraps, such as loose PE film, shredded agricultural plastics, and bulky PP woven bags. Because these materials tend to entanglement and trap large volumes of air, a standard gravity feed is often ineffective. The enclosed, mechanical rotation of the screw feeder solves this by forcefully compressing and pushing the material forward, ensuring a highly stable, positive, and continuous feeding rate into the extruder throat without the risk of bridging or starving the screw.
Conversely, the belt conveyor is engineered to handle a completely different class of regrind. This system is ideal for rigid plastic flakes, heavily crushed materials, or heavy-duty bulk applications where materials possess a high bulk density and flow more predictably under gravity. Utilizing a heavy-duty, continuous belt, it provides smooth, open material transfer capable of sustaining a high conveying capacity over longer distances. This makes it particularly effective when paired with upstream metal detectors or sorting stations, where visual monitoring and steady mass transport are required.
While their mechanical approaches differ, integrating either of these feeding systems delivers uniform operational advantages to the overall recycling plant. Both technologies help drastically improve the level of plant automation, substantially reduce manual labor costs, and eliminate the inconsistencies of human feeding. By maintaining an uninterrupted, metered flow of raw scrap to the extruder, they ensure optimal melt pressure control and consistent production efficiency throughout the entire plastic recycling process.

In the initial stages of a plastic recycling line, mechanical size reduction serves as the critical foundation for all subsequent processing, effectively turning bulky, unmanageable waste into a workable feedstock. This vital transformation is driven by a plastic shredder shaft system, which is meticulously engineered with high-strength, durable rotary blades to tear, shear, and crush incoming waste with maximum efficiency.
The operational heart of this machinery relies on the continuous action of its heavy-duty rotating shaft. By maintaining a constant, high-torque rotation, the shaft ensures a stable, forced feeding mechanism that prevents material from bridging or hovering above the cutting zone. This mechanical design delivers a highly uniform crushing performance across an exceptionally diverse spectrum of plastic configurations. It handles soft, high-tensile flexible materials like tangled PE film and heavy-duty PP woven bags just as effectively as it breaks down rigid, high-density polymers, including post-consumer HDPE bottles and thick, industrial rigid plastic scraps.
Executing this crushing process yields three distinct operational advantages that directly impact the success of the entire recycling ecosystem:
Efficient Size Reduction: By rapidly breaking down massive volumetric waste into compact, uniformly sized flakes or fragments, the shredder drastically increases the bulk density of the material, making it significantly easier to store, convey, and meter into downstream equipment.
Improved Washing Efficiency: Shrinking the plastic down to small, open flakes exposes maximum surface area. This allows friction washers, sink-float tanks, and hot washing systems to thoroughly strip away stubborn contaminants such as paper labels, adhesives, residual liquids, and embedded dirt that would otherwise ruin a melt.
Optimal Pelletizing Preparation: Ultimately, the shredder acts as the ultimate preparation gateway. Providing clean, downsized, and highly uniform plastic scraps ensures that the downstream extruder can be fed smoothly and continuously, preventing blockages and setting the stage for a flawless recycling and pelletizing process.

Fusión y extrusión mediante máquina extrusora
Following the mechanical size reduction and washing phases, the clean, crushed plastic fragments enter the thermal core of the recycling line: the extrusion system. Within this phase, the cold, irregular plastic flakes are converted into a homogeneous, purified melt, utilizing an intricate balance of high temperature and intense mechanical pressure.
The engine driving this transformation is the precision-engineered screw rotating inside the heated extruder barrel. As the crushed plastic materials are fed into the machine, the screw continuously conveys them forward through progressively tighter zones. During this journey, the combination of external electrical heating bands and the immense internal friction generated by the screw’s shearing action forces the plastic to melt, compress, and plasticize. This continuous mechanical mixing ensures a highly stable melting performance, breaking down any lingering polymer unmelts and creating an absolutely uniform material flow.
Beyond merely melting the feedstock, the extrusion process acts as a critical purification and conditioning stage. The extreme pressure and heat within the barrel work in tandem with specialized vacuum degassing ports to strip away trapped moisture, volatiles, and residual gasses from the polymer matrix. Simultaneously, as the molten plastic is pushed toward the end of the barrel, it is forced through high-density melt filters that catch any microscopic solid impurities. This multi-layered process successfully converts irregular, contaminated plastic scraps into a pristine, fully fluid molten material, perfectly prepared for the final pelletizing stage.
This versatile thermal process is engineered to handle a broad spectrum of polymers, adapting seamlessly to different melt flows and viscosity requirements. It is highly suitable for processing olefin-based flexible and rigid plastics like Polyethylene (PE) and Polypropylene (PP), as well as engineering and styrenic polymers, including Acrylonitrile Butadiene Styrene (ABS) and Polystyrene (PS). By restoring structural uniformity to these diverse recycled plastic materials, the extrusion stage bridges the gap between raw waste and high-value industrial resins.

Filtración con cambiador de filtros hidráulico
As the molten plastic moves toward the final stages of the extrusion line, it must pass through a high-performance melt filtration system before it can be sliced into pellets. This step represents the final defensive barrier in the recycling line, catching microscopic debris, foreign materials, and un-melted particles that survived the washing process.
The primary function of this filtration process is to elevate the overall purity of the polymer melt, which directly dictates the commercial value of the finished product. By stripping away unwanted contaminants, the system substantially improves pellet purity and final product quality, ensuring that the resulting resin can be blown into thin films or molded into intricate parts without structural defects. Furthermore, efficient filtration safeguards downstream equipment—such as the precision-engineered die heads and cutting blades—from premature abrasive wear, thereby enhancing overall production stability and reducing unscheduled maintenance downtime.
Because different waste streams carry varying levels of contamination, the filtration system must be tailored to the specific material condition and recycling requirements. Plant operators can select from a variety of advanced filtration solutions to balance cost and efficiency:
Manual and Hydraulic Slide Plate Screen Changers: Ideal for relatively clean, post-industrial scrap where screen changes are infrequent. When the mesh fills with debris, a robust hydraulic actuator instantly swaps the dirty screen for a fresh one, minimizing production interruptions.
Continuous, Non-Stop Screen Changers: Designed for high-capacity lines or materials with higher contamination levels. These systems utilize a multi-channel flow design that allows filters to be changed sequentially, ensuring that the flow of molten plastic never stops and melt pressure remains perfectly stable.
Automatic Backflush Filters: The ultimate solution for highly contaminated post-consumer plastics. When the system detects a pressure spike, it automatically diverts a tiny fraction of the clean melt backward through the screen, purging the trapped contaminants out of a waste port and drastically extending the lifespan of the filter mesh.
By matching the right filtration technology to the specific polymer stream—whether processing clean factory edge-trims or heavily contaminated post-consumer plastics—the recycling line maintains a continuous, efficient, and highly profitable operation, delivering premium-grade pellets hour after hour.

Pellets Cortados por Anillo de Agua / Pettetizador de Filamentos
The ultimate culmination of the extrusion and filtration sequence takes place within the precision pellet cutting system. It is at this final juncture that the continuous, purified stream of molten plastic is transformed into distinct, uniform plastic pellets, locking in the physical properties required for industrial reuse.
Because different polymers exhibit vastly distinct behaviors—such as varying melt strengths, cooling requirements, and viscosities—a one-size-fits-all approach to cutting is impossible. Instead, processing plants select from three primary, advanced pelletizing methods tailored to specific material characteristics and production requirements:
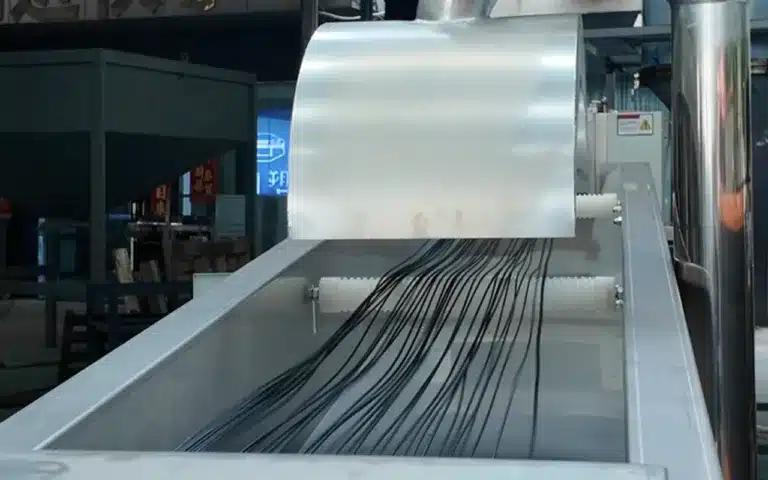
Water Ring Cutting (Die-Face Hot Cutting): As explored earlier, this method is highly specialized for soft, flexible, and heat-sensitive plastics like PE and PP films. Rotating blades slice the molten plastic right at the face of the die plate, and a swirling ring of water instantly cools and carries the pellets away, preventing the sticking and clumping common with low-melt-strength materials.
Strand Pelletizing (Cold Cutting): This method is the ideal match for rigid plastics, heavily filled compounds, and engineering polymers such as ABS, PS, and thick HDPE. The molten plastic is extruded into long, continuous “spaghetti-like” strands, solidified through a cooling water bath, and then pulled into a high-precision rotary cutter that shears the hardened strands into flawless, stable cylinders.
Underwater Pelletizing (Centrifugal Cutting): The premium choice for high-capacity, automated lines and exceptionally sticky or high-viscosity materials. The entire cutting assembly—die face, rotating knives, and all—is completely submerged in a pressurized water chamber. This provides instantaneous, uniform cooling and high-speed cutting, making it the industry standard for producing perfectly spherical, premium-grade pellets at massive volumes.
Regardless of the specific cutting mechanics chosen, executing this pellet cutting process flawlessly is vital to the commercial viability of the recycled material. It ensures a highly consistent pellet size, a smooth, uniform appearance, and stable, repeatable physical quality. By delivering a standardized feedstock free of jagged tails, clumps, or excessive dust, the pelletizing system ensures that the recycled plastic pellets integrate seamlessly into automated pneumatic conveying lines, hopper feeders, and high-speed downstream manufacturing equipment, ready to be reborn into brand-new consumer and industrial products.

Refrigeración y recogida
Once the plastic pellets are cleanly severed by the cutting system, they immediately enter the final phase of the production line: the cooling and conveying system. This critical post-processing stage acts as the quality-assurance bridge, transitioning hot, newly formed pellets into stable, packagings-ready raw materials.
The primary and most urgent requirement at this juncture is rapid thermal reduction. As the pellets exit the cutting chamber, their cores often remain close to their melting points; without immediate intervention, they would quickly deform, flatten, or fuse together into unmanageable clumps inside the storage bins. The cooling process utilizes either high-velocity air streams, chilled water circulation, or vibrating fluid beds to quickly lower the pellet temperature. This rapid thermal shock hardens the polymer structure instantly, preventing sticking and locking in the stable pellet shape, uniform geometry, and overall physical quality required by end-user manufacturers.
Following successful cooling, the finished pellets must be dried—typically via a high-speed centrifugal dryer to remove residual surface moisture—before being introduced into the automated conveying system. Utilizing pneumatic blowing systems or vertical bucket elevators, the pellets are gently and continuously transferred to the collection or storage system. This automated transport isolates the material from external contaminants, ensuring clean pellet handling and eliminating the risk of human error or cross-contamination.
By seamlessly managing the material flow from the cutting blades directly into bulk storage silos, packing stations, or jumbo bags, this final stage maximizes overall production efficiency. It ensures a continuous, uninterrupted factory workflow while producing a clean, dust-free, and perfectly cooled product. Ultimately, this meticulous handling facilitates convenient transportation and hassle-free storage, delivering a premium-grade recycled plastic pellet that flows predictably and performs flawlessly in downstream manufacturing equipment.
Principales tipos de granuladoras en el reciclado de plásticos
Peletizadoras Strand

¿Qué es un pelletizador de filamentos?
The strand pelletizer represents one of the most reliable and time-tested mechanical designs in the plastics processing sector, functioning as a complete system that converts continuously extruded polymer melt into highly uniform, marketable plastic pellets. This technology operates on a clean, linear workflow: molten plastic is first forced through a precision die head to form multiple continuous strands, which are then immediately submerged or sprayed in a water cooling trough to solidify the polymer. Once the strands are sufficiently cooled and hardened, they are drawn forward by feed rollers into a cutting chamber where high-speed rotating knives shear them cleanly against a stationary bed knife, yielding perfectly shaped cylindrical pellets.
This specific mechanical configuration has made the strand pelletizer an industry standard, widely deployed across both plastic recycling facilities and high-precision compounding plants. Its widespread adoption is driven primarily by its exceptionally simple structure, which removes the complex hydraulic or underwater pressures associated with face-cutting systems. This simplicity translates directly into highly stable operation, allowing production lines to run continuously for extended periods with minimal intervention. Furthermore, the open, accessible design of the machinery ensures easy maintenance and fast blade changes, significantly reducing operational downtime and making it an incredibly cost-effective solution for processors prioritizing reliability and straightforward dimensional control.
Ventajas
In the competitive landscape of plastics manufacturing and recycling, selecting the right pelletizing technology is a critical decision that directly impacts both product quality and a plant’s bottom line. The strand pelletizer has long maintained its position as a preferred industry standard by delivering a compelling combination of precision, reliability, and economic practicality across several operational metrics.
Technical Precision and Operational Simplicity
At the heart of the system’s performance is its capability for stable and uniform pellet cutting. Because the strand pelletizer utilizes a mechanical lock between the pulling speed of the feed rolls and the rotational speed of the cutting knives, it produces a highly consistent pellet length and shape. This dimensional uniformity eliminates irregular “longs” or fine dust, which drastically improves hopper feeding efficiency and prevents bridging or surging during downstream processing performance in injection molding or extrusion lines.
Remarkably, this high level of precision does not require overly intricate machinery. The system is engineered for easy operation and maintenance, featuring a straightforward, accessible design. Unlike complex die-face or underwater cutting systems that require precise hydraulic pressure alignments and hermetic seals, the open layout of a strand pelletizer makes knife adjustments, blade sharpening, and routine cleaning exceptionally simple. This reduces the technical burden on operators and slashes machine downtime during product changeovers.
Versatility and Economic Efficiency
Beyond its ease of use, the strand pelletizer stands out for its wide material compatibility. It is a highly versatile workhorse capable of processing both virgin resins and recycled plastics with equal efficiency. It excels particularly when handling rigid materials, highly filled compounds, and tough engineering plastics (such as ABS, PC, and reinforced Polyamides) that possess the high melt strength necessary to be drawn into continuous strands without breaking.
This operational flexibility is paired with a highly attractive financial profile, making it a distinctly cost-effective solution. For processing plants looking to optimize capital expenditure, the strand pelletizer requires a significantly lower initial investment and incurs far lower ongoing operating costs compared with complex, energy-intensive underwater pelletizing systems. It eliminates the need for expensive water-tempering filtration loops and specialized, high-wear die plates.
Finally, this technology supports highly flexible production environments. Whether a facility is running a low-volume masterbatch compounding line or a high-capacity industrial recycling plant, the strand pelletizer can be easily scaled, reconfigured, and paired with different extrusion lines and varying production capacities. This adaptability ensures that manufacturers can pivot quickly to meet shifting market demands without replacing their core pelletizing infrastructure.
Aplicaciones típicas
Strand pelletizers serve as a highly versatile workhorse across the global plastics sector, finding their place anywhere material rigidity, compound purity, and dimensional stability are paramount. Their unique mechanical design makes them the go-to choice for a diverse range of industrial and experimental setups.
Primary Industrial Applications
The operational reliability of strand pelletizers makes them a staple in high-volume production facilities as well as specialized manufacturing plants:
Plastic Recycling Pelletizing Lines: In large-scale reclamation facilities, these systems act as the final processing step, transforming sorted and washed waste back into highly marketable raw materials.
PE/PP Rigid Plastic Recycling: While flexible films often require water ring cutting, rigid polyolefins possess the high melt strength ideal for strand pelletizing, allowing for smooth, continuous processing without strand breakage.
Engineering Plastic Compounding: Advanced polymers like Polyamides (Nylon), Polycarbonate (PC), and Polyethylene Terephthalate (PET) require precise handling. Strand pelletizers easily manage the high processing temperatures and structural demands of these technical resins.
Color Masterbatch Production: Achieving perfect color distribution requires pristine processing. The clean cutting action of a strand pelletizer ensures that highly concentrated color pellets are uniform, preventing color variations in the final molded products.
Filler Masterbatch Granulation: Materials heavily loaded with calcium carbonate, talc, or fiberglass can be highly abrasive. The rugged, easily replaceable blades of a strand pelletizer make it uniquely suited to handle these highly filled, heavy compounds.
Plastic Modification Production Lines: When base resins are blended with chemical additives, flame retardants, or impact modifiers, strand pelletizers lock in the uniform physical geometry needed for subsequent manufacturing stages.
Laboratory and Small-Scale Extrusion Systems: Due to their compact footprint, straightforward operation, and ease of cleaning between trial batches, small-scale strand pelletizers are the industry standard for R&D labs and university testing facilities.
Common Recycled Materials Processed
Because strand pelletizers rely on the material’s ability to maintain a solid, continuous string when cooled in a water bath, they excel at processing rigid post-consumer and post-industrial scrap streams:
HDPE Bottles: Discarded milk jugs, laundry detergent containers, and shampoo bottles are ground into flakes and extruded into robust strands, yielding dense, high-purity High-Density Polyethylene pellets.
PP Injection Scraps: Broken crates, automotive trim, battery casings, and ruined injection-molded parts made of Polypropylene provide the excellent melt strength required for flawless cold-strand cutting.
ABS Regrind: Sourced from electronic housings, appliance casings, and consumer goods, Acrylonitrile Butadiene Styrene regrind is easily processed through this system, restoring a clean, uniform shape to the recycled engineering resin.
Plastic Lumps and Reprocessed Materials: Heavy purging lumps, extruder start-up waste, and thick industrial scrap blocks that have been pre-crushed can be thoroughly homogenized in the extruder and clean-cut into high-quality, reusable pellets.
Tamaños de pellets estables
The strand pelletizer is highly regarded within the plastics processing and recycling industries, with one of its paramount advantages being its exceptional ability to produce highly stable and uniform pellet sizes. This high degree of dimensional consistency is not a matter of chance, but rather the direct result of precise mechanical control maintained throughout the system’s sequential operations.
During the manufacturing process, the system ensures uniform pellets through four interconnected technical pillars. First, consistent strand cooling provides the vital foundation; as the molten plastic strands emerge from the extruder die, they must be cooled evenly in a water bath or on a cooling conveyor to prevent any stretching or deformation caused by temperature fluctuations. Following cooling, a stable strand pulling speed maintained by driven feed rollers exerts a constant, synchronized tension, ensuring that all strands retain an identical diameter before entering the cutting chamber. The strands then meet a precise rotary knife cutting assembly, where high-speed rotating blades shear cleanly against a stationary bed knife. Coupled with adjustable cutting length settings, operators can finely tune the ratio between the pulling speed and the rotor speed to achieve absolute control over the exact length of the pellets.
When these mechanical parameters operate in perfect harmony, the resulting pellets exhibit a set of superior physical characteristics. They feature a remarkably uniform length, eliminating the presence of oversized chunks or undersized slivers. Because the cut is crisp and well-timed, each cylinder boasts a smooth pellet surface free of ragged edges or tails. This clean shearing action also ensures low dust generation, reducing material waste and keeping the production environment clean. Furthermore, the standardized cylindrical geometry and smooth finish impart good flowability during packaging and processing, allowing the pellets to move effortlessly through pneumatic systems and silos without bridging.
These stable pellet sizes deliver extensive practical benefits across downstream processing applications, creating immense industrial value. In the initial feeding stage, they significantly improve extruder feeding efficiency, as uniform cylinders pack together predictably in the hopper to prevent bridging and maintain a continuous, volumetric feed rate. Because each pellet has an identical mass and surface area, they melt at the exact same rate inside the barrel, which directly enhances product quality consistency by eliminating localized overheating or unmelted gels. Throughout the logistics chain, these uniform pellets optimize storage and transportation performance by maximizing bulk density in silos and preventing material segregation during transit. Ultimately, when these raw materials reach end-use processors, they provide unparalleled injection molding and extrusion stability, ensuring consistent shot weights and stable melt pressures, which drastically minimizes reject rates and maximizes production uptime.
Granuladores de anillos de agua

¿Qué es un granulador de anillos de agua?

The water ring pelletizer stands as an incredibly efficient innovation in the polymer processing industry, functioning as a high-performance hot-face pelletizing system. Unlike traditional cold-cutting methods that require drawing long material strings across a cooling trough, this technology operates by shearing the molten plastic directly at the die face using high-speed rotating blades. The moment the hot pellets are cut, a strategically engineered, circulating water ring completely encapsulates the cutting zone. This fluid dynamic immediately cools the newly formed pellets, hardening their outer shells instantly to prevent them from sticking together, while simultaneously acting as a transport medium to sweep the pellets out of the cutting chamber and toward downstream drying equipment.
This specialized design has made the water ring pelletizer an indispensable asset across modern plastic recycling and pelletizing lines. Its widespread adoption is driven primarily by its exceptionally compact design, which eliminates the sprawling floor footprint required by lengthy water cooling baths and strand-pulling mechanisms. By executing cutting and initial cooling in one centralized, enclosed chamber, the system achieves remarkable energy and spatial efficiency. Furthermore, because it removes the risk of “strand breakage” that frequently disrupts alternative lines, the water ring pelletizer ensures continuous, automated operation with minimal operator intervention, making it a premier choice for facilities striving for high-throughput, low-maintenance resin reclamation.
Ventajas
In the fast-paced world of plastic recycling and polymer manufacturing, maximizing floor space while ensuring a flawless material flow is the ultimate operational goal. The water ring pelletizer has emerged as a premier technological solution, offering a highly synchronized blend of thermal precision, mechanical compactness, and automated reliability that addresses the historical pain points of traditional pelletizing.
Thermal Precision and Spatial Smart Design
At the core of this system’s success is its ability to deliver continuous and efficient pelletizing. By executing both the cutting and cooling processes directly at the heated die face, the machine eliminates the lag times and thermal drops associated with transferring molten plastic over long distances. This instantaneous transition from melt to pellet dramatically improves overall production efficiency and ensures a highly uniform throughput rate.
This immediate processing is made possible by a remarkably compact structure. Traditional strand pelletizing setups require sprawling floor plans to accommodate long, water-filled cooling troughs and strand-pulling conveyors. In contrast, the water ring pelletizer consolidates the entire cutting and initial cooling phase into a single, tightly engineered chamber. This minimal footprint frees up valuable factory real estate, allowing plants to optimize their layouts or increase production capacity within existing facilities.
Material Specialization and Automated Economics
Beyond its physical layout, the water ring pelletizer offers unmatched performance when handling challenging feedstocks, making it ideal for soft plastics. Flexible, low-viscosity materials—such as shredded PE packaging film, agricultural stretch wraps, and high-tensile PP raffia—are notoriously difficult to process using strand methods because their low melt strength leads to frequent strand breaking problems. By cutting the plastic while it is still in a molten state directly at the die face, the water ring system completely bypasses the need to pull fragile strands, resulting in a remarkably smooth, interruption-free operation.
This elimination of manual strand-catching and threading paves the way for complete automatic operation. The system can achieve highly automated, push-button production. Once the extrusion parameters are set, the pelletizer runs with exceptional stability, requiring virtually no operator monitoring. This drastically reduces a facility’s labor requirements and eliminates human error, translating to predictable, around-the-clock manufacturing.
Finally, the integrity of the finished product is locked in by the system’s good cooling performance. The moment the high-speed blades shear the molten plastic, the high-velocity, circulating water ring rapidly cools the pellets. This instantaneous thermal shock creates a hardened outer skin on each pellet in milliseconds. This rapid crust formation is vital because it successfully maintains the uniform pellet shape and prevents hot, tacky polymers from sticking together in the dewatering or storage phases, yielding a pristine, free-flowing final resin.
Aplicaciones típicas
Water ring pelletizers play a vital role in today’s plastics recycling industry, particularly serving as the core technological equipment in soft plastic pellet production lines.
The application of this machinery spans across a remarkably wide range of recycling sectors. In industrial and municipal waste management, it is heavily deployed within plastic bag recycling plants, industrial film waste recycling systems, and processing lines dedicated to packaging film scraps. Addressing agricultural waste, the water ring pelletizer acts as the indispensable heart of agricultural film recycling systems, efficiently processing discarded greenhouse and mulch films. As global sustainability standards tighten, it has also become a standard fixture in post-consumer flexible plastic recycling projects. When it comes to specific material streams, these systems are widely integrated into both PE film recycling lines and PP woven bag recycling setups, providing stable and high-capacity pelletizing performance.
In practical operation, the system is designed to seamlessly process a diverse array of typical recycled materials regardless of their original shape or form. It routinely handles high-stretch materials like commercial stretch film, everyday post-consumer shopping bags, and weathered agricultural film. Furthermore, heavy-duty industrial materials, such as woven jumbo bags, can be successfully transformed through this process.
The reason water ring pelletizers excel so distinctively in handling these flexible plastics lies in their unique “die-face hot cutting, water ring cooling” mechanism. As the recycled plastic is melted and pushed through the extruder die, a set of high-speed rotating knives cuts the molten strands directly at the die face. Immediately, a swirling ring of cooling water wraps around the newly formed pellets, chilling them instantly and flinging them away from the cutting zone. This design masterfully solves the common issues found in traditional strand pelletizing—such as strand breakage, stretching, and clumping—which frequently plague soft, recycled plastics. By delivering uniform, high-quality pellets even from low-melt-strength recycled materials, the water ring pelletizer has solidified its position as a cornerstone technology driving the circular economy forward.
Tamaños de pellets estables
Water ring pelletizers are widely used in plastic recycling because they can produce relatively uniform pellets with stable and reliable cutting performance. This pelletizing method is especially suitable for flexible plastic materials such as PE film, PP woven bags, and plastic packaging waste.
During operation, the molten plastic is extruded through the die face and immediately cut by a high-speed rotary cutting system. Stable melt pressure and precise die-face cutting help maintain consistent pellet formation throughout the production process. At the same time, the pellets are rapidly cooled by circulating water, which helps prevent deformation and sticking.
Because of this continuous cutting and cooling process, water ring pelletizers can produce pellets with a more uniform appearance and smoother surface. The system also helps reduce pellet sticking and supports continuous pellet discharge during high-output production.
Stable pellet sizes provide important advantages for downstream processing. Uniform pellets improve feeding performance in extrusion and molding equipment, enhance packaging and transportation efficiency, and help maintain stable processing conditions during manufacturing. Better pellet consistency also contributes to improved final product quality.
For many flexible plastic recycling applications, water ring pelletizers are considered one of the most practical and cost-effective pelletizing solutions. They combine stable production performance, relatively simple operation, and high production efficiency, making them a popular choice for modern plastic recycling plants.
Granuladoras subacuáticas

¿Qué es una granuladora subacuática?
The underwater pelletizer represents the absolute pinnacle of hot-face pelletizing technology, functioning as a fully closed, hyper-efficient system designed for demanding polymer applications. While standard face-cutters use a surrounding ring of water, this advanced configuration operates with the entire cutting chamber—including the heated die plate, high-speed rotating blades, and molten polymer strands—completely submerged in a continuous, pressurized flow of process water. The moment the molten plastic is pushed through the die holes, it is sheared by the blades and instantly encapsulated by the water. This total submersion provides immediate, multidirectional cooling that solidifies the pellets in milliseconds, while the closed water circulation loop seamlessly sweeps them away to a centralized centrifugal dryer.
Because of this sophisticated fluid dynamic, the underwater pelletizer is globally recognized as the premier solution for high-capacity and high-quality pellet production. It is heavily utilized in petrochemical plants, heavy-duty compounding facilities, and premium recycling operations where production consistency cannot be compromised. By operating in an entirely enclosed, oxygen-deprived water environment, it completely eliminates polymer oxidation, thermal degradation, and airborne dust contamination. This makes it uniquely suited for processing highly sensitive engineering plastics, demanding elastomers, and top-tier recycled resins that must meet the rigorous purity standards of virgin material.

Ventajas
In the demanding world of high-output polymer manufacturing and advanced recycling, the underwater pelletizer represents the benchmark for processing efficiency. By executing the cutting and cooling mechanisms entirely underwater in a closed-loop environment, this system delivers an uncompromised list of operational and qualitative advantages that set it apart from traditional open-air cutting methods.
Unmatched Pellet Quality and Geometric Perfection
The primary reason global manufacturers invest in this advanced technology is its ability to deliver excellent pellet quality. Because the molten plastic is sheared while completely submerged, the cutting process forces the polymer to form under uniform, omnidirectional hydrostatic pressure. This underwater cutting process produces highly uniform, smooth, and round pellets with an excellent, professional appearance that completely eliminates the sharp, ragged edges common in cold-strand cutting.
Furthermore, this enclosed fluid environment guarantees low dust generation. Because the cutting action takes place entirely within a water matrix, the formation of fines, micro-plastics, and airborne polymer dust is dropped to near-zero. This clean shear dramatically improves final product cleanliness and ensures a healthier, dust-free manufacturing facility.
Mechanical Stability for Challenging Polymer Matrices
From an engineering perspective, the system is designed for very stable operation. The completely enclosed, closed-loop system maintains highly precise water temperatures and flow rates, providing stable cooling and continuous, automated pellet transport. This thermal consistency supports long-term continuous production over days or weeks without the risk of operational drift or manual adjustments.
This extreme stability makes the underwater pelletizer ideal for difficult materials that would cause catastrophic failures on open-air lines. It easily accommodates complex polymer groups that are notoriously sticky, highly soft, exceptionally brittle, or completely impossible to strand pelletize. Sticky elastomers, high-viscosity hot melts, and low-melt-strength bioplastics that would typically wrap around standard blades or snap during drawing are instantly chilled, separated, and transported without human intervention.
High Throughput in a Minimal Footprint
When it comes to industrial scaling, this technology is built for high production capacity. It is the absolute industry standard for large-scale petrochemical plants and heavy-duty industrial compounding facilities with massive throughput requirements, easily managing outputs ranging from hundreds of kilograms to tens of tons per hour without breaking a sweat.
Amazingly, this massive volume does not translate to a sprawling factory floor plan. The system incorporates a highly compact cooling system. Because the high-velocity water loop handles the thermal transfer exponentially faster than open-air water troughs, no long cooling water tank is required. This drastically reduces the necessary installation space compared with traditional strand systems, allowing high-throughput plants to maximize their production density and floor-space profitability.
Aplicaciones típicas
The underwater pelletizer serves as the crown jewel of high-precision polymer processing, finding its place where material cleanliness, difficult rheology (how the plastic flows), and massive throughput are non-negotiable. Its ability to process material in an oxygen-deprived, thermally controlled environment makes it indispensable for advanced industrial applications.
Primary Industrial Applications
The extreme precision of underwater pelletizing makes it the preferred choice for sectors that require absolute consistency and premium product standards:
Engineering Plastic Compounding: Advanced polymers require highly uniform thermal management. This system ensures that technical resins are cut and cooled without creating internal structural stresses or variations in pellet density.
High-End Plastic Recycling Lines: For recycling facilities aiming to sell their resin to premium consumer goods or automotive brands, the underwater system delivers a pellet that matches the flawless geometry and purity of virgin resin.
Masterbatch Production: High-density color and additive masterbatches require perfect homogenization and cutting to ensure they blend evenly during final product manufacturing. Underwater cutting prevents the clumping often found in these concentrated materials.
Biodegradable Plastic Pelletizing: Bioplastics (like PLA or PBAT) are highly sensitive to thermal degradation and moisture absorption. The precise temperature control of a closed-loop underwater system prevents the material from degrading during the critical transition from melt to solid.
Petrochemical Resin Production: At the massive scale of primary chemical plants, systems must run non-stop for weeks at a time. Underwater pelletizers are the industry standard for these multi-ton-per-hour operations due to their unparalleled automation and reliability.
High-Capacity Extrusion Systems: When extrusion lines cross the threshold of massive volume, traditional strand lines physically cannot cope with the sheer number of plastic strings required. The underwater die plate handles maximum volumetric flow effortlessly.
Medical and Food-Grade Plastic Production: Because the entire process occurs inside a closed water loop, there is zero risk of airborne dust, hair, or factory contaminants embedding into the hot plastic, meeting strict FDA and medical cleanliness standards.
Typical Materials Processed
Underwater pelletizers excel at managing materials with complex physical properties—such as extreme stickiness, high brittleness, or heavy structural reinforcement—that would cause open-air or strand systems to fail.
PET Compounds: Whether processing virgin Polyethylene Terephthalate or high-grade recycled flakes (rPET) for bottle-to-bottle recycling, the underwater system locks in the clear, uniform structural geometry required for high-speed bottle preform machinery.
Nylon Compounds: Polyamides (Nylon 6, 66) are highly hygroscopic (absorb moisture rapidly) and have sharp melting points. Immediate underwater cooling restricts moisture-driven degradation and stabilizes the crystalline structure of the polymer instantly.
Glass Fiber Reinforced Plastics: Adding glass fibers to plastic makes the melt highly abrasive and brittle. Strand systems will frequently snap under the tension, but underwater pelletizers cut the material while it is still molten, completely bypassing strand breakage while using hardened, wear-resistant blades.
TPU Elastomers: Thermoplastic Polyurethane is incredibly sticky and flexible. If cut in the open air, the pellets will instantly fuse back together into a solid block. The pressurized water chamber chills the TPU surface in milliseconds, ensuring the pellets remain completely separate and free-flowing.
High-Quality Recycled Pellets: Premium post-consumer recycling lines rely on this system to transform washed flakes into perfectly spherical, dust-free pellets that can seamlessly substitute virgin resin in high-speed manufacturing applications.
Tamaños de pellets estables
To truly appreciate why the underwater pelletizer sits at the absolute pinnacle of plastics engineering, one must look at the physical geometry of the pellet itself. In high-speed, automated manufacturing, a plastic pellet is not just a piece of raw material—it is a geometric component that dictates the efficiency of the entire production line.
The system’s unparalleled ability to deliver extremely stable pellet sizes and shapes is exactly why global polymer producers and high-end recycling facilities accept the higher initial capital investment.
Achieving this level of physical consistency requires a highly synchronized interplay of thermal control, fluid dynamics, and mechanical precision. The underwater pelletizer relies on five core engineering pillars:
Die-Face Underwater Cutting: Because the rotating knives cut the polymer strands the exact millisecond they emerge from the die holes, there is zero opportunity for the molten plastic to sag, stretch, or distort due to gravity.
Immediate Water Cooling: The omnidirectional hydrostatic pressure of the surrounding water instantly encapsulates the newly sheared pellet. This rapid cooling creates a symmetrical, hardened outer skin, forcing the molten core to shrink uniformly into a clean, geometric shape.
Precise Knife Pressure Control: Advanced systems utilize automated, hydraulic, or spring-loaded blade adjustments that maintain a micro-precise, consistent pressure against the die plate. This ensures a clean, razor-sharp shear every single rotation, preventing “longs,” tails, or jagged edges.
Stable Melt Flow and Pressure: Positioned immediately after high-efficiency melt pumps and continuous filtration systems, the polymer melt enters the die plate under rock-solid pressure, ensuring that every single hole extrudes the exact same volume of plastic per second.
Automated Process Control Systems: The entire operation is governed by smart PLC systems that dynamically link the extrusion throughput, water flow velocity, and knife rotation speed. If the extruder slows down or speeds up, the knives adjust instantly to keep the pellet dimensions identical.
This rigorous control over the cutting environment yields distinct physical characteristics that define a premium-grade recycled or virgin resin:
| Pellet Characteristic | Industrial Benefit |
| Highly Uniform Size | Eliminates volumetric variations, ensuring every single pellet contains the exact same mass. |
| Smooth & Round Appearance | Bypasses the sharp, angular corners of strand-cut pellets, minimizing mechanical wear on equipment. |
| Minimal Deformation | Eradicates hollow centers, flattening, or “dog-bone” shapes, securing a predictable bulk density. |
| Very Low Dust Content | Underwater shearing drops the creation of fines, micro-plastics, and airborne dust to near-zero. |
| Excellent Flowability | The spherical shape acts like tiny ball bearings, allowing the material to slide effortlessly. |
When these premium pellets arrive at a manufacturing plant, their physical stability translates directly into operational profitability.
1. Flawless Feeding Consistency
In modern injection molding and extrusion, raw material is metered using precise gravimetric or volumetric feeders. Spherical, uniform pellets pack together perfectly in the hopper, preventing the “bridging” (clogging) or “surging” (uneven feeding) that frequently disrupts lines running irregular, low-grade recycled regrind.
2. Maximum Storage and Conveying Efficiency
Because round pellets flow with minimal friction, they can be pneumatically blown through factory piping networks at lower pressures, reducing pipe abrasion and energy consumption. Furthermore, their high, predictable bulk density means more weight can fit into every silo, railcar, and jumbo shipping bag, slashing logistics and storage costs.
3. Elevated Injection Molding and Extrusion Performance
The ultimate test happens inside the manufacturing barrel. Uniform pellets melt at the exact same rate. If a batch contains a mix of large chunks and tiny fines, the small pieces burn while the large chunks remain un-melted, causing structural defects, color streaks, and weak spots in the final product.
By delivering a completely predictable, uniform melt profile, underwater-cut pellets allow manufacturers to run their machines at higher speeds with lower reject rates, making underwater pelletizing the indisputable choice for premium plastic production.
Comparación entre granuladoras de plástico
| Elemento de comparación | Granulado submarino | Granulado en anillo de agua | Peletización de filamentos de agua |
|---|---|---|---|
| Lugar de corte | Cortar bajo el agua | Troquelado frontal con refrigeración por anillo de agua | Corte tras el enfriamiento del filamento |
| Estado del cortador | Cuchillas totalmente sumergidas en agua | Las cuchillas giran sobre la cara de la matriz | Tiras alimentadas al granulador |
| Método de refrigeración | Corte y refrigeración simultáneos | Refrigeración instantánea por anillo de agua | Refrigeración del depósito de agua |
| Forma del pellet | Más redondo y uniforme | Relativamente redondo | Cilíndrico |
| Nivel de automatización | Muy alta | Alta | Medio |
| Complejidad del sistema | Más alto | Medio | Más sencillo |
| Coste del equipo | Más alto | Media a alta | Más bajo |
| Dificultad de mantenimiento | Alta | Medio | Bajo |
| Capacidad adecuada | Gran capacidad | Capacidad media a grande | Pequeña y mediana capacidad |
| Material necesario | Alta | Medio | Relativamente bajo |
| Adaptabilidad del material adhesivo | Excelente | Bien | Media |
| Intervalo del índice de fluidez | Excelente para materiales de alto IMF | Adecuado para IMF medias y altas | Adecuado para IMF bajas y medias |
| Generación de polvo | Muy bajo | Bajo | Relativamente alto |
| Dificultad de arranque | Alta | Medio | Más fácil |
| Aplicaciones comunes | Plásticos técnicos, PET, TPU | Reciclaje de láminas de PE/PP | Granulación general de plásticos |
| Industrias comunes | Compounding, industria química, granulación de alta gama | Industria del reciclado de plásticos | Reciclado general y masterbatch de relleno |
Cómo las granuladoras mejoran la eficiencia del reciclado
Reducción de residuos en el reciclado de plásticos
One of the biggest advantages of a modern pelletizing machine is its ability to reduce material waste during the recycling process.
Los avanzados sistemas de extrusión y corte permiten convertir eficazmente los restos de plástico, películas, plásticos rígidos y materiales triturados en granulados reutilizables en lugar de desecharlos.
Los sistemas modernos ayudan a reducir los residuos mediante:
- Sistemas de alimentación estables
- Fusión y extrusión eficaces
- Control preciso de la temperatura
- Filtración continua de contaminantes
- Reducción de la pérdida de material durante el corte del granulado
Los transportadores, compactadores y trituradores automáticos de alimentación también mejoran la utilización de la materia prima al garantizar un flujo de material constante y controlado hacia la extrusora.
Como resultado, los fabricantes pueden recuperar más plástico utilizable de los flujos de residuos postconsumo y postindustriales.
Mejorar la productividad
In the rapidly evolving landscape of sustainable manufacturing, modern pelletizing machines stand as the definitive bridge between raw plastic waste and high-value industrial feedstock. Functioning as the critical closing stage of the plastic recycling line, these advanced systems are responsible for transforming bulky, post-consumer and post-industrial plastic scrap into highly uniform, reusable plastic pellets. By re-stabilizing the physical form of the polymer, these machines create a standardized raw material that can be seamlessly reintroduced into high-speed downstream manufacturing processes, effectively closing the loop on the plastic lifecycle.
The commercial viability of today’s plastic recycling and pelletizing plants relies heavily on the integration of cutting-edge automation, efficient melt filtration, and energy-saving heating technology. Modern lines utilize smart PLC control loops that synchronize extrusion speeds with cutting frequencies, while advanced hydraulic or continuous screen changers strip away contaminants without disrupting production flow. These engineering innovations do more than just safeguard machinery from wear—they radically improve overall recycling efficiency, optimize power consumption per ton of output, and drive down operational overhead.
Ultimately, the deployment of high-performance pelletizing machinery dictates the profitability of a recycling facility. By delivering a continuous, automated workflow, these systems drastically reduce material waste, elevate factory productivity, and minimize manual labor requirements. More importantly, they ensure the production of high-quality recycled pellets characterized by stable performance, consistent bulk density, and predictable melt rheology. It is this precise mechanical control that allows recycled resins to directly compete with virgin plastics, empowering manufacturers to meet stringent sustainability goals without sacrificing final product integrity.
Producción de pellets de calidad constante
Producing consistent, high-quality plastic pellets is one of the most important goals in the pelletizing process. Pellet quality directly affects the efficiency of downstream manufacturing operations such as injection molding, extrusion, blow molding, and film production. Poorly formed pellets can lead to unstable processing conditions, material waste, and defects in finished products.
Modern plastic pelletizing systems are engineered to deliver uniform and reliable pellets with several key characteristics:
- Granulado de tamaño uniforme
- Superficie lisa de los pellets
- Low dust and fines generation
- Stable bulk density
- Excelente fluidez
To achieve these results, manufacturers can choose from different pelletizing technologies, including strand pelletizing, water ring pelletizing, and underwater pelletizing systems. Each technology is designed to handle specific plastic materials, production capacities, and quality requirements. Selecting the right pelletizing method helps ensure optimal pellet appearance and performance.
Uniform pellet sizes provide several important advantages throughout the manufacturing process. They improve feeding consistency in processing equipment, enhance melt stability during production, and contribute to higher-quality finished products. Consistent pellets also simplify packaging, storage, and transportation by improving bulk handling characteristics.
For plastic recyclers, producing high-quality recycled pellets significantly increases the value of recycled materials. Well-processed recycled pellets can often replace a portion of virgin plastic resin in manufacturing applications, helping companies reduce raw material costs while supporting sustainability goals. As demand for recycled plastics continues to grow, maintaining stable pellet quality has become a key factor in achieving successful and profitable recycling operations.
Mejorar la productividad
La producción de granulados más limpios y uniformes aumenta directamente el valor de mercado de los plásticos reciclados.
Las modernas granuladoras mejoran el valor del reciclado al:
- Eliminación de contaminantes mediante sistemas avanzados de filtración
- Mejorar el aspecto del granulado
- Mejorar la coherencia del material
- Reducir la humedad y las impurezas
- Mayor compatibilidad con los equipos de procesamiento posteriores
Los sistemas avanzados de filtración de plástico fundido son especialmente importantes en las aplicaciones de reciclado de film y de plástico postconsumo. Estas unidades de filtración eliminan papel, metal, suciedad y otros contaminantes del plástico fundido antes de granularlo.
Los pellets más limpios permiten a los recicladores vender materiales reciclados de mayor calidad a mejores precios.
Automatización y sistemas de control inteligentes
La automatización es uno de los avances clave de la tecnología moderna de granulación.
Los sistemas actuales suelen incluir:
- Sistemas de control automático PLC
- Interfaces táctiles
- Control automático de la temperatura
- Control de la presión
- Cambiadores automáticos de pantalla
- Sistemas de alarma inteligentes
Estas características ayudan a los operarios a mantener unas condiciones de producción estables al tiempo que reducen los errores de operación manual.
Los cambiadores automáticos de cribas también permiten la filtración continua sin detener la producción, lo que mejora tanto la eficacia como la calidad del granulado.
Diseños que ahorran energía
La eficiencia energética es cada vez más importante en las plantas de reciclaje modernas.
En la actualidad, muchas granuladoras avanzadas incorporan:
- Motores de alta eficiencia
- Diseños de tornillos optimizados
- Sistemas de calefacción inteligentes
- Tecnología de extrusión de bajo consumo
- Sistemas de reciclado de calor
El eficiente diseño de la máquina reduce el consumo eléctrico al tiempo que mantiene un alto rendimiento de producción.
Un menor consumo de energía ayuda a las empresas de reciclaje a reducir sus costes operativos y mejorar su rentabilidad a largo plazo.
Factores que afectan a la calidad del pellet
🪵 Limpieza de las materias primas
Materia prima La pureza es la base de la calidad del granulado. Contaminantes como el papel, las películas residuales sin lavar, los metales o los polímeros con contaminación cruzada (por ejemplo, PVC en una línea de PET) provocan defectos importantes.
El impacto: Una limpieza deficiente provoca la formación de cenizas, vacíos estructurales y degradación en el interior del cilindro extrusor. Visualmente, esto se manifiesta como manchas negras, decoloración o gránulos quebradizos.
💧 Control de la humedad
Moisture is the enemy of stable polymer extrusion. Ideally, input material moisture should be kept below 1% to 2% (and even lower for hygroscopic materials like PET).
El impacto: Excessive moisture causes hydrolysis (breaking down the polymer chains, which ruins mechanical properties) and volatilization. This results in trapped gas, causing the pellets to look foamy, hollow, or full of internal bubbles.
🕸️ Filtración por fusión
A medida que el polímero se funde, el filtro de fusión (cambiador de malla) actúa como último guardián de la pureza.
El impacto: Inadequate filtration allows micro-contaminants to pass through to the die head. This clogs die holes unevenly, causing fluctuating pressure, which directly results in uneven pellet sizes and frequent strand breakage.
✂️ Velocidad de corte
Tanto si se utiliza una línea de granulado de filamentos como un sistema de troquelado con anillo de agua/submarino, la velocidad de adaptación entre la salida de extrusión y la cortadora es fundamental.
El impacto: Si la velocidad de corte es demasiado lenta en relación con el flujo de masa fundida, los gránulos quedan demasiado gruesos o con forma de cilindro. Si es demasiado rápida, se obtienen “escamas” o “colas” finas y ligeras.”
❄️ Sistema de refrigeración
Un enfriamiento adecuado (mediante un canal de agua, un pulverizador de anillo de agua o circulación subacuática) congela el plástico fundido hasta darle su forma final.
El impacto: Si el enfriamiento es demasiado lento, los pellets calientes se pegan entre sí (aglomeración). Si el enfriamiento es demasiado rápido o desigual, las tensiones térmicas internas se bloquean en el interior, provocando formas deformadas y retención de humedad en la superficie del granulado.
Cómo conseguir una producción de pellets superior
Producir sistemáticamente pellets de alta calidad que cumplan las estrictas especificaciones de los compradores B2B, optimice su línea utilizando las siguientes estrategias operativas:
Obtención de gránulos uniformes (forma y estructura)
Uniformidad significa que cada gránulo tiene el mismo aspecto, sin centros huecos ni colas.
Sincronizar extrusión y corte: Utilice un cortador controlado por inversor conectado directamente a la velocidad del tornillo de la extrusora. Si el tornillo se acelera, el cortador debe acelerarse proporcionalmente.
Mantener perfiles de temperatura estrictos: Asegúrese de que la temperatura del cabezal de extrusión es perfectamente uniforme. Los puntos fríos en la matriz hacen que algunos filamentos se extruyan más lentamente que otros, lo que destruye la uniformidad.
Optimice la ventilación: Utilice un sistema de desgasificación de doble vacío en el cañón para extraer los volátiles y la humedad, garantizando que los perdigones sean densos y sólidos, no huecos.
Lograr tamaños de pellets estables (peso y dimensiones)
Estabilidad significa evitar que el tamaño se desvíe a lo largo de una producción de 24 horas.
Estabilizar la presión de fusión: Fluctuating pressure at the die is the primary cause of changing pellet sizes. Utilize a melt pump if precise sizing is required, or ensure your screen changer shifts smoothly without causing massive pressure drops.
Mantenimiento regular de las cuchillas: En los sistemas de anillo de agua o subacuáticos, asegúrese de que las cuchillas de corte neumáticas o accionadas por resorte mantienen una presión uniforme y constante contra la placa perforada. Las cuchillas desafiladas provocan desgarros en lugar de cortes limpios, lo que altera el peso del granulado.
Obtención de pellets de alta calidad (valor de mercado)
La alta calidad se define por unas propiedades físicas excelentes, una densidad aparente correcta y cero contaminación.
Lavado y secado aguas arriba: Invierta en lavadoras de fricción de alta resistencia y secadoras centrífugas aguas arriba. No se puede compensar la suciedad materia prima confiando únicamente en la extrusora.
Filtración por fusión avanzada: Utilice cambiadores de filtros automáticos de flujo reversible continuo para los residuos postconsumo muy contaminados. Así se mantiene un perfil de presión constante y se evitan las paradas frecuentes de la línea.
Desenfriamiento y cribado posteriores al enfriamiento: Pase los gránulos acabados por un tamiz de separación vibrante (clasificador) inmediatamente después del secado. De este modo, se filtran automáticamente los grumos de tamaño excesivo y los finos de tamaño insuficiente, lo que garantiza que solo lleguen al silo de envasado gránulos de primera calidad y uniformes.
Aplicaciones de los gránulos de plástico reciclado
The transition from post-consumer or post-industrial waste to high-quality recycled pellets has opened up massive opportunities across the entire plastic manufacturing sector. Today, advanced filtration and compounding technologies allow brands to substitute virgin resins with recycled materials without sacrificing structural integrity.
He aquí un desglose de dónde se utilizan activamente estos pellets reciclados y cómo se comportan en diversos métodos de producción.
Principales aplicaciones de los pellets reciclados
Producción de películas (extrusión de película soplada)
La fabricación de películas es uno de los mayores consumidores de polietileno lineal de baja densidad (LLDPE) y granulado de polietileno de baja densidad (LDPE) reciclados.
Productos comunes: Bolsas de basura, retractilado industrial, films de acolchado agrícola y sacos de transporte de gran resistencia.
Requisito técnico: This application is highly sensitive to impurities. Pellets must have excellent raw material cleanliness and high-mesh melt filtration. Any micro-contaminant left in the pellet will cause a “gel” or pinhole, tearing the bubble during the blown film process.

Moldeo por inyección
Los gránulos de polipropileno (PP), polietileno de alta densidad (HDPE) y poliestireno (PS) reciclados se introducen ampliamente en las máquinas de moldeo por inyección para crear productos rígidos de gran volumen.
Productos comunes: Palés logísticos, cajas de transporte, componentes de tapicería de automóviles, macetas y muebles de plástico.
Requisito técnico: Success here depends on achieving stable pellet sizes and consistent Melt Flow Index (MFI). If the MFI fluctuates due to inconsistent pellet quality, the mold won’t fill evenly, leading to structural weak spots or cosmetic defects.

Fabricación de tubos (extrusión de perfiles)
Los sectores de la construcción y la agricultura utilizan grandes cantidades de granulados reciclados de HDPE y cloruro de polivinilo (PVC) para crear infraestructuras de tuberías duraderas.
Productos comunes: Tuberías de riego agrícola, conductos eléctricos, tuberías corrugadas de drenaje y líneas de alcantarillado sin presión.
Requisito técnico: La resistencia hidrostática a largo plazo es vital. Los gránulos deben estar completamente exentos de humedad residual (para evitar el vaciado interno) y requieren un compuesto adecuado con estabilizadores para garantizar que los tubos acabados resistan el agrietamiento por tensión ambiental.

Moldeo por soplado
El moldeo por soplado utiliza gránulos reciclados -principalmente polietileno de alta densidad (HDPE) y tereftalato de polietileno (PET)- para crear envases huecos.
Productos comunes: Botellas de productos de higiene personal (champú, detergentes), garrafas de aceite de motor y envases de limpiadores domésticos.
Requisito técnico: El material necesita una alta resistencia a la fusión para que el “parison” extruido (el tubo hueco de plástico) no se doble ni se rompa antes de que el molde se cierre y el aire le dé forma.

Productos de plástico a medida
Para mercados especializados, los fabricantes de compuestos modifican los gránulos reciclados con aditivos, colorantes o fibra de vidrio para crear productos de alto rendimiento. plástico personalizado formulaciones.
Productos comunes: Suelos compuestos (madera de plástico), filamentos personalizados para impresión 3D, carcasas ecológicas para electrónica de consumo y envases sostenibles de marca.
Requisito técnico: Achieving highly uniform pellets is non-negotiable for custom compounding. When mixing recycled pellets with masterbatches or functional additives, matching the pellet size ensures a uniform blend in the hopper, preventing color streaks or uneven physical properties in the final product.

Referencia rápida: Correspondencia entre material y aplicación
| Recycled Polymer | Abastecimiento primario | Uso final común en la fabricación | Propiedad clave necesaria |
|---|---|---|---|
| rPET | Botellas de bebidas transparentes | Bandejas termoformadas, fibra/felpa, botellas moldeadas por soplado | Alta viscosidad intrínseca (IV) |
| rHDPE | Jarras de leche, botellas de champú | Recipientes moldeados por soplado, tubos de desagüe, cajas | Alta resistencia al impacto |
| rPP | Parachoques de coches, carcasas de baterías | Piezas moldeadas por inyección para automóviles, palés, tapones | Índice de fluidez constante |
| rLDPE / rLLDPE | Film estirable comercial, bolsas | Bolsas de basura de alta resistencia, láminas para la construcción | Gran resistencia a la tracción y elasticidad |
Cómo elegir el sistema de peletización adecuado
Choosing the right plastic pelletizing machine starts with understanding the characteristics of your raw materials. Different recycled plastics such as rigid flakes, film scraps, washed plastics, and contaminated waste require different pelletizing systems, cutting methods, and filtration configurations. The table below provides recommended pelletizing machine solutions based on material type, moisture level, impurity content, and production requirements, helping recyclers improve pellet quality, production efficiency, and operational stability.
| Raw Material Type | Características de los materiales | Máquina granuladora recomendada | Método de granulación recomendado | Configuración recomendada | Aplicaciones / Ventajas |
|---|---|---|---|---|---|
| PP / ABS / PS Escamas rígidas | Material limpio con buena fluidez de fusión | Granuladora monotornillo | Peletización de filamentos de agua | Tamizadora hidráulica de doble estación de una placa + filtro de malla 80-100 | Pellets uniformes, funcionamiento estable, fácil mantenimiento |
| Copos de HDPE / LDPE | Alta densidad aparente, buena fluidez, alimentación suave | Granuladora monotornillo de anillo de agua | Granulado en anillo de agua | Transportador sinfín + Dosificador | Alimentación estable, respetuosa con el medio ambiente, adecuada para la producción continua |
| Recortes de película seca de PP / PE | Esponjoso, de baja densidad, fácil de puentear | Trituradora Compactadora Granuladora | Granulado en anillo de agua | Sistema integrado de trituración y compactación | La trituración y densificación simultáneas mejoran la densidad aparente y la eficacia de plastificación |
| Restos de película triturada lavada | Alto contenido de humedad (15%-30%) | Granuladora desgasificadora fuerte | Granulado en anillo de agua | Diseño de tornillo multiventana + sistema de secado por precalentamiento | Eliminación rápida de la humedad y plastificación estable |
| Residuos de plásticos mezclados | Composición compleja y materias primas inestables | Granuladora de doble husillo / Una etapa con sistema Twin | Granulado de filamentos o anillos de agua | Cambiador de cribas hidráulico de doble columna y doble estación | Mejor mezcla y plastificación de materiales complejos |
| Residuos de plásticos muy contaminados | Alto contenido de impurezas y presión de filtración | Máquina granuladora de filtración pesada | Granulado en anillo de agua | Cabezal de troquel sin rejilla de descarga automática de escoria sin paradas | Descarga continua de impurezas, reducción del tiempo de inactividad y mejora de la eficacia |
Preguntas comunes sobre el reciclaje de equipos de granulación de plástico
P: ¿Cuánto cuesta una granuladora de plástico?
A:
Entre 10.000 y 50.000 dólares, según el material, la capacidad y la configuración.
P: ¿Cómo elijo la granuladora adecuada?
A:
La granuladora adecuada depende de:
- Tipo de materia prima
- Contenido en humedad
- Nivel de contaminación
- Capacidad de producción necesaria
- Tamaños de pellets deseados
- Solicitud final
Las distintas aplicaciones pueden requerir granuladoras de filamentos, granuladoras de anillos de agua, granuladoras sumergidas o sistemas de granulación con troquel.
P: ¿Cómo ayuda un sistema de granulación a reducir los residuos?
A:
Los modernos sistemas de peletización reciclan los restos de plástico en granulados reutilizables, lo que ayuda a los fabricantes a reducir los residuos, disminuir los costes de las materias primas y mejorar la eficacia del reciclado en la fabricación de plásticos.
P: ¿Se puede personalizar la línea de producción?
A:
Sí. Ofrecemos soluciones personalizadas de reciclado y granulado de plásticos basadas en:
- Tipo de materia prima
- Capacidad de producción
- Disposición de la fábrica
- Requisitos de calidad de los pellets
- Nivel de automatización
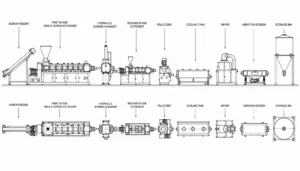
P: ¿Qué incluye la línea completa de granulado?
A:
Una línea completa de reciclado y granulado de plásticos puede incluir:
- Transportador de cinta o alimentador de tornillo
- Trituradora o compactadora
- Extrusora
- Sistema de filtración
- Granuladora
- Sistema de refrigeración
- Sistema de secado
- Silo de almacenamiento
P: ¿Cómo garantizan la alta calidad de los pellets?
A:
Los pellets de alta calidad dependen de:
- Extrusión estable
- Filtración eficaz
- Corte preciso
- Refrigeración adecuada
- Control de la humedad
Nuestras granuladoras están diseñadas para producir granulados uniformes con tamaños estables para aplicaciones de fabricación de plásticos.
P: ¿Puede la máquina procesar restos de plástico sucios o contaminados?
A:
Sí. Nuestros sistemas de peletización pueden equiparse con avanzados sistemas de filtración y unidades de desgasificación para procesar materiales reciclados contaminados y mejorar la calidad de los pellets.